 Production Production

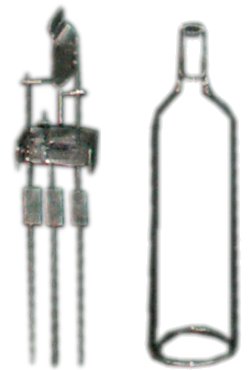
The power supply and discharge within the glass bulb is ensured by three molybdenum wires. These are each melted into a quartz beam (picture 1 below) at 1,650¯C. Below, the molybdenum strips (2) are welded between
the molybdenum wires. Thickness: 0.028mm. Both coils made of 0.18 mm thick wire are also connected to the cover cap by welding.

Below you can see the wires or coils coming from below again. Above the so-called secondary coil for the low beam, below, only partially visible, the main coil for the high beam. The secondary coil is put under voltage here.
With the halogen filling (iodine or bromine), the temperature rises almost to the melting point of approx. 3,400¯C.
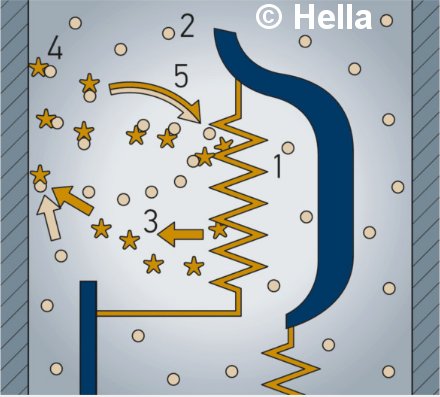
| 1 | Tungsten glow filament |
| 2 | Halogen filling |
| 3 | Vaporized tungsten |
| 4 | Tungsten halide |
| 5 | Tungsten deposition |
In addition to the resulting very high light output, the metal also partially evaporates. The path to the bulb wall, which can lead to blackening of conventional incandescent lamps, is avoided by combining it with the filling gas
to form tungsten halide. In addition, it does not blacken but is translucent. Near the coil there is a chance that it will form an even layer on it.
The formation of tungsten vapors and the redeposition is a circular process. It works well from a temperature of 300¯C. This is easier to maintain if the space around the two coils remains as small as possible. That's why
the three wires, the cover cap and the glow filaments are tightly enclosed by a quartz bulb. A higher filling pressure can then be achieved, which prevents the tungsten from evaporating more.

At the bottom, the quartz bulb encloses the previously manufactured lamp frame. It is merged to the piston on the quartz beams. The opening at the top is used to connect a vacuum pump and subsequent filling with
halogen. At the end, the glass on this side is also sealed by melting it.

Here you can see the clamping plate on the left. Accurate clamping of the lamp body is very important for a possible replacement of the H4 without having to adjust the light again. Then the base is added, through the bottom
of which the three connections are inserted and welded to the connections from the bottom.

Overall, the accuracy with which the system is adjusted is 0.2 mm. The centering ring, which also determines the rotation of the H4, is of great importance. Now all that is missing is the opaque piston tip, which is achieved
by immersing it in a carbonyl iron liquid at 900¯C.


kfz-tech.de/YBe21
|